烧结球团系统中,安装耐磨
陶瓷衬板是解决混合机(混料机)内部粘料挂料的重要措施。根据不同的设计方案,可以采用直粘型陶瓷衬板或三合一陶瓷衬板,两种
混合机衬板的安装工艺与更换方式不同,但都属于有限空间作业,施工难度和危险系数都比较高,必须严格按照安全管理制度规范作业。
一、混合机直粘型陶瓷衬板安装步骤
1、焊接螺栓:依据角钢压条的选用间距(一般建议1m左右)均分筒体圆周,按分好的间距在筒体上焊好载丝螺栓,确保焊接牢固。
2、表面处理:
(1)除锈打磨:将混料机筒体内壁清扫打磨除锈,去除锈蚀和氧化层,见铁白色。
(2)清洗:打磨后需要用稀释剂将表面清洗干净,目的是清除打磨后留下的灰屑和油渍,确保粘接面清洁。
3、调胶:按照调胶配比进行胶粘剂的调配,每公斤粘胶剂按一定比例加入催干剂和催化剂。粘胶开启后,为保证其粘接强度,需要反复搅拌,使胶成糊状。
4、开胶:
(1)在清理干净的混合机内壁均匀的涂满胶粘剂,一定要开满不能有缺胶现象。
(2)在排好版的瓷片上开胶,正面及四个侧面都要开满胶,并保证所有缝隙均涂满胶。
5、陶瓷粘接:
(1)当瓷块和混合机筒壁开胶后,应迅速粘接贴合,接着用刀片沿瓷片缝将胶纸划开,可以用木锤敲击,确保瓷片压实,使多余的胶液从瓷缝中溢出,贴合后胶层厚度应在1-1.5mm以内,以保证粘接强度,同时确保陶瓷衬板外表光滑平整,无滑痕及破裂现象。
(2)在混料机圆筒直径截面方向进行错缝粘贴,用小瓷片调节,避免物料滚动时对陶瓷直线型缝隙进行磨损冲刷。
(3)纳胶补缝,陶瓷片之间的间隙不要超过0.3mm,在陶瓷片的间隙处用耐磨胶粘剂填补,粘接剂涂抹均匀,确保没有漏涂现象。
6、角钢安装:衬板安装完毕将角钢固定在螺栓上,并装好垫片和螺帽。
7、固化:粘贴完毕,无质量问题后开始固化。固化时间为24-48小时即可运行;如需缩短固化时间,应加温固化。
 圆筒混合机筒体衬板安装施工
圆筒混合机筒体衬板安装施工
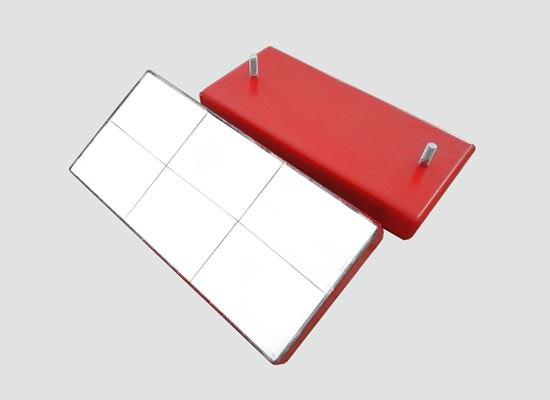
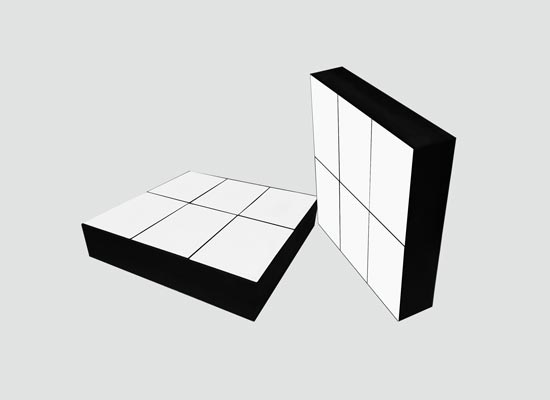
二、混合机三合一复合陶瓷衬板的安装施工
1、将混合机筒体除锈打磨,根据安装图纸焊接载丝螺栓到筒体上;
2、将三合一陶瓷复合衬板的安装孔对准载丝螺栓贴到筒体上;
3、在衬板上方安装紧固压条,用螺母固定,最后将螺母和螺栓焊死。
由于压条、螺栓螺母等紧固件材质为普通碳钢,其耐磨性能远低于耐磨陶瓷,容易磨损。因此可以通过采取在压条的迎料侧安装一层耐磨陶瓷,并给螺栓增设保护挡块等措施,来保障衬板的整体使用寿命。
参考文章:
[1]吴黎明,陶瓷衬板在宣钢360m2烧结机圆筒混合机上的应用[J].河北冶金,2013(3):18-20.
[2]王桂林,烧结圆筒混合机的衬板选型和安装方式改进[J].设备管理与维修,2021(1):88-89.
文/谢勇 Admin

 0731-84069187
15674861808
0731-84069187
15674861808
 中文
中文 English
English Español
Español русский
русский 日本語
日本語 한국어
한국어
































 湘公网安备 43012102000459号
湘公网安备 43012102000459号